在大型矩形面板而非圆形晶圆上加工半导体封装的想法已经流传多年,期间曾多次引起关注,但随着实际困难超过预期收益而逐渐被搁置。然而,最终实现这一目标的压力正在不断增加。
人工智能(AI)加速器和高性能计算(HPC)组件的体积越来越大,晶圆级的经济效益开始难以满足这些面积需求。与其说是行业主动选择面板,不如说是经济和技术变革推动着行业朝着面板化的方向发展。
泛林集团(Lam Research)全球产品集团高级副总裁Sesha Varadarajan曾在一次主题演讲中表示:“如今封装对于持续扩展产品规模的重要性不亚于其他任何因素,先进的封装技术将所有类型的器件集成在一起,而封装的扩展不仅仅只是为了提高I/O密度。它还意味着要集成新型架构,未来可能还会包括硅光子学。”
采用更大尺寸的经济逻辑
面板级加工的经济效益显而易见。对于大型、昂贵的AI和HPC封装而言,主要的成本驱动因素并非硅片本身(硅片本身价格昂贵且密度高),而是围绕其构建的衬底和组装基础设施。基于晶圆的加工工艺限制了单次运行可处理的单元数量,而随着模块尺寸接近甚至最终超过光刻胶尺寸的限制,这种限制的成本将变得越来越高。
随着封装尺寸的增大,每片300mm晶圆上可容纳的单元数量减少,边缘损耗增加,且每个加工步骤的成本被分摊到更少的可销售封装上。其结果是,随着模块面积的扩大,晶圆级经济效益持续恶化。面板加工工艺通过用总面积大数倍的矩形基板取代圆形晶圆中介层来解决这一问题,从而提高了单次加工的单元数量,并更有效地分摊了固定成本。
SavanSys总裁Amy Lujan在一次演讲中表示:“普遍的共识是,我们正处于面板扇出技术的第二波浪潮中。最初,人们对面板封装的兴趣主要集中在标准扇出方案上,即在大面板上使用类似的封装方式。而现在,高性能计算(HPC)和人工智能(AI)芯片的需求促使我们都开始关注面板扇出技术,以用于更先进的工艺流程。”
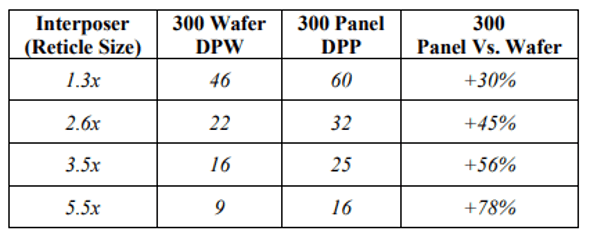
图:不同尺寸中介层下面板封装相对于晶圆封装的优势。(来源:日月光)
Lujan的成本模型专门针对310mm x 310mm范围内的面板封装尺寸,这代表着在无需完全过渡到最大尺寸面板封装的情况下,比晶圆级封装有了显著的提升。这些中间尺寸现在正受到广泛关注,这反映出随着封装复杂性的增加,可实现的经济效益得到了显著提高。为下一代AI加速器设计的封装成本高昂,即使每次处理运行的单元数量只有适度的提升,也足以证明对新工艺开发的大量投资是合理的。
经济论证无法解决,而业界也越来越清楚地认识到,面板级处理的诸多挑战不能仅仅依靠晶圆级经验来简单扩展。
玻璃基板的应力困局
玻璃作为面板级基板应用的候选材料备受关注。它可以制成与硅的热膨胀系数非常接近的材质,其表面足够平整光滑,能够支持细间距加工,并且其光学透明性使其适用于某些组装流程中至关重要的紫外或激光脱粘工艺。这些特性使玻璃成为有机基板的理想替代品,而有机基板在尺寸稳定性、高频介电损耗以及大尺寸下的翘曲等方面存在诸多已知的局限性。
玻璃的问题在于其脆性,而且随着基材尺寸的增大,这种脆性并不会变得更容易控制。玻璃引入的大多数失效模式在理论上是可以理解的,但在实践中却难以消除。随着加工工艺向面板形式发展,这一点尤为明显,因为面板的边长会增加,承受的应力也会成倍增加,而且每个后续工序都会继承前面工序累积的机械历史。
此外,初始玻璃材料的表面质量也是一个比人们通常认为的更重要的变量。在原材料制备或早期研磨抛光步骤中引入的微裂纹会成为应力集中点,后续加工过程可以利用这些应力集中点。湿法刻蚀、热循环和机械搬运都可能引发或扩展这些裂纹,而它们造成的损伤可能要到工艺流程的后期才会显现为可见的缺陷。
“如果初始表面质量差,那么在整个下游工艺过程中都存在破损的风险,”Plan Optik AG晶圆级封装和先进封装销售主管Jonas Discher在一次演讲中表示,“我们讨论的仍然是一种脆性材料,微裂纹会导致良率下降和可靠性问题。”
尺寸缩放问题加剧了这种担忧,而且这种担忧难以通过工程手段规避。在300mm晶圆上可控的微裂纹,在310mm x 310mm或更大尺寸的基板上会变得更加严重,因为随着总边长的增加,搬运次数也会增加,加工过程中产生的机械应力会分布在更大且更不均匀的区域。
裂纹问题不仅存在于玻璃内部,而且遵循特定的力学规律,因此仅靠工艺调整难以解决。玻璃通孔(TGV)对于玻璃基板的电气布线功能至关重要,而填充其中的铜在热循环下的行为与周围的玻璃截然不同。对失效过程的详细表征足以解释为何简单的材料替换无法解决问题。
应用材料公司先进封装工艺集成工程师Poulomi Mukherjee表示:“在加热过程中,由于热膨胀系数(CTE)不匹配,铜的膨胀幅度更大,铜凹槽所在区域实际上成为了应力集中点。裂纹正是从这里开始萌生的。一旦开始冷却,铜就会拉扯玻璃,产生拉应力,从而导致裂纹沿周向扩展。”
充分理解失效机制并能通过实验重现该失效过程,是找到材料解决方案的关键,但这条道路并非一帆风顺。应用材料测试了不同热膨胀系数(CTE)和模量组合的衬里材料,最终找到了一种能够同时解决两种失效模式的配置。高热膨胀系数衬里无法解决原有的不匹配问题。低热膨胀系数衬里虽然能够抵抗开裂,但其高模量意味着它无法吸收产生的应变能。最终有效的方案需要同时具备这两种特性。
“如果衬垫采用高模量低热膨胀系数的材料,虽然可以补偿模量不匹配的问题,但由于模量过高,衬垫无法变形来补偿产生的应力,”Mukherjee解释说,“最佳方案是采用低热膨胀系数、低模量的材料。这种材料既能补偿热膨胀系数的差异,又能通过低模量吸收部分应变能。”
模型显示,优化后的衬垫可将关键应力集中点的应力降低高达60%。该方法还能改善种子层与玻璃侧壁的粘合力,从而无需额外的工艺步骤即可解决另一种常见的失效模式。该解决方案更广泛地体现了面板级开发现阶段所面临的问题——需要对整个通孔流程中的材料特性、沉积设备和工艺顺序进行协同设计。由于玻璃成分各异,因此每种解决方案都必须在生产中可能遇到的各种基板类型上进行验证。
即使是加工过程中临时使用的载体(而非最终封装的永久部件),随着面板尺寸的增大,也引发了新的工程问题。玻璃载体可以回收并重复用于多个生产批次,这种假设在经济上很有吸引力,但其机械性能却很脆弱。最近的研究开始量化载体的抗损伤能力在正常使用过程中究竟会下降多少。
“我们通过对比全新和重复使用的玻璃载体,研究了扇出工艺历史的影响,”日月光(ASE)工程项目经理Wiwy Wudjud表示,“这种对比使我们能够评估热暴露、机械搬运或累积工艺应力是否会随着时间的推移降低边缘完整性。重复使用的玻璃载体出现了碎裂和约43微米的微缺陷,这种损伤很可能是由于最终工艺和清洗步骤中的机械应力或化学物质暴露造成的。”
经测量,重复使用的玻璃托架的冲击韧性相对于新的托架显著下降,边缘可见的碎裂与托架抵抗搬运和加工过程中常见冲击力的能力直接相关。这并非意味着玻璃托架不能重复使用,而是意味着在未进行量化边缘完整性检测的情况下重复使用会带来风险,而生产环境尚未系统地解决这一风险。随着面板尺寸的增大和托架更换成本的增加,这一差距亟待弥合。
面板级翘曲的深层根源
面板级封装中的翘曲通常被视为封装问题,因为它表现为成品面板的弯曲或卷曲。但问题的根源远不止于此,它源于所选层材料的特性、聚合物对固化和热循环的响应、铜密度梯度如何改变堆叠结构的刚度平衡,以及每个工艺步骤产生的残余应力如何在下一个步骤开始前累积。在晶圆级,几何形状和工艺经验有助于控制这种累积。但在面板级,同样的力作用于更大的区域,结构支撑却更少,因此,在没有专用材料的情况下,控制这些力的余地会大大缩小。
在面板生产流程中,临时键合层是造成翘曲变异的一个常被忽视的因素。在晶圆级加工中,临时键合材料经过多年的生产开发和验证,其在标准工艺条件下的性能具有相当高的可预测性。然而,在面板级加工中,同样的材料需要均匀涂覆更大的面积,在更大的机械载荷下保持厚度一致,并承受比其最初设计用于晶圆级加工的工艺流程更为严苛的热变化。
“临时键合材料的总厚度偏差直接影响减薄器件的质量和均匀性,并且必须足够小,才能满足此类器件(尤其是HBM DRAM芯片)所需的极薄化要求,”Brewer Science封装解决方案业务开发工程师Hamed Gholami Derami表示,“面板级封装需要具有更高热稳定性和机械稳定性的新型临时键合材料。”
临时键合偏差的实际后果是,它会沿着工艺流程向前传播,且事后难以纠正。如果键合层在310mm面板上涂覆不均匀,后续的研磨步骤将导致器件变薄,厚度也随之出现偏差。这种偏差会影响后续键合步骤的对准,进而影响互连良率,最终影响面板形式的经济效益,而这正是面板形式最初吸引人的地方。
Derami指出,从晶圆到面板的过渡进一步加剧了这个问题,因为要均匀地涂覆更大的面积更加困难,而且现有的材料并非为面板级工艺的机械和热要求而设计的。
这些挑战并非仅限于面板本身。玻璃面板上所需的重分布层(RDL)工艺对材料提出了更高的要求,几乎达到了当前基板级光刻技术可靠交付的极限。在目前面板级RDL所追求的线宽和间距分辨率下,标准光刻胶材料和工艺化学方法已接近极限,而大尺寸面板所需的套刻精度也远超有机基板领域以往所能达到的水平。
弗劳恩霍夫可靠性与集成研究所(IZM)基板和面板技术组组长Lars Boettcher表示:“我们迫切需要研究新的方案和新的光刻胶材料,以应对低至两微米甚至更低的精度要求。此外,还需要考虑新的设备,例如大型加热板,以便在涂覆后固化这些材料。”
能够处理更大矩形尺寸的面板级CVD和PVD设备才刚刚开始出现。面板尺寸液态介电材料的应用和开发设备尚未标准化。此外,处理面板级工艺流程产生的大量计量和过程控制信息所需的数据管理基础设施本身就是一项意义重大的工程挑战。这些问题本身都可以解决,但只有解决了这些问题,面板尺寸所带来的经济效益才能真正实现。
混合键合的良率门槛
面板级芯片集成中混合键合技术的推广,加剧了本已十分棘手的衬底问题。混合键合技术提供的互连密度是任何基于凸点的互连方式都无法比拟的,对于需要在异构芯片阵列上实现高带宽、低功耗的AI加速器而言,这种密度优势至关重要。然而,混合键合技术本身就存在一些缺陷,这些缺陷恰恰与芯片级集成过程中引入的各种变异性相互作用。
在混合键合技术起源的代工厂,洁净度是工厂层面的设计参数。从空气处理到工具表面,再到工艺化学纯度,所有环节都围绕着防止颗粒物破坏混合键合的良率而展开。而外包半导体组装测试中心(OSAT)工厂的设计并非基于这一假设。随着混合键合技术向后端转移以支持基于芯片组的面板封装,工艺要求与环境条件之间的差距必须通过其他方式来弥合。
“随着混合键合技术从晶圆厂向OSAT厂转移,颗粒污染已成为首要问题,”安靠公司芯片和FCBGA集成副总裁Mike Kelly表示,“仅仅一个纳米级的颗粒就足以将玻璃层剥离,并污染晶圆上的许多芯片。在晶圆厂,生产环境已经非常洁净,但随着技术向OSAT厂和其他公司转移,颗粒污染就如同致命的打击。”
设备制造商正在开发集群式工具来应对这一问题,这些工具能够在机器内部维持局部洁净环境,在工具层面达到接近晶圆厂的洁净度标准,而无需整个工厂都达到这些标准。这是一种可行的工程解决方案,但它增加了成本和复杂性,而且在各种面板级生产条件下,如何定义足够的局部洁净度这一问题尚未从生产数据中得到解答。在面板级生产中,一旦出错,后果将更加严重。大型面板上的污染事件每次影响的单元数量远多于晶圆上的污染事件,良率损失的经济效益也相应更大。
仿真能力与复杂设计的脱节
为尚未批量生产的结构设计面板级工艺流程存在固有的困难。玻璃在面板尺度下的实际工艺条件下的材料特性尚未完全明确。工程师所依赖的仿真工具是基于晶圆级几何形状和工艺流程进行验证的,而模型预测与生产结果之间的反馈回路,虽然经过数十年的晶圆制造实践不断完善,但在面板尺度上才刚刚开始积累。
面板级工艺所要支持的设计的复杂性使得这一挑战变得更加具体。衡量先进封装组件尺寸大小的一个有效指标是光刻掩模。对于最先进的设备而言,单次光刻曝光所能覆盖的区域约为26mm x 33mm。超过此面积的封装需要将多次曝光拼接在一起,因此设计所跨越的光刻掩模区域数量已成为衡量其规模和复杂性的一个实用指标。
Synopsys研发执行总监Sutirtha Kabir表示:“设计方案正从几个光罩场扩展到更多。目前正在讨论的是,在本十年末,光罩场的数量将达到几十个。有机中介层中已经嵌入了数十个硅桥。这些设计非常复杂,而EDA(电子设计自动化)在其中扮演着至关重要的角色。”
为了更直观地说明这一发展轨迹,一个包含42个光罩的设计将占据大约100mm x 150mm甚至更大的面积,具体取决于布局。这已经远远超出了面板尺寸的范畴,也远远超出了晶圆级工艺的经济承受范围。Kabir提到的30多个嵌入式硅桥并非无关紧要的细节。每个硅桥都是一个精密放置的组件,有着各自的对准要求。构建和加工如此复杂的结构所产生的累积应力,正是当前仿真工具在面板尺度上仍在努力精确建模的多变量问题。
对包含30个或更多嵌入式桥接结构在20步面板级工艺流程中的性能进行建模,这与对300mm晶圆进行建模有着本质区别。在面板级工艺流程中,每一步都会引入自身的应力,并继承前几步的累积历史。仿真库中的标称材料属性只是一个起点,但特定玻璃配方在特定固化和热处理流程下的实际性能可能与这些属性存在差异,而这些差异只有生产经验才能揭示。此外,制造商也不愿分享能够提高模型精度的工艺数据,因为这些数据代表着来之不易的竞争优势。
结论:从材料突破到系统集成
随着面板级封装技术从研究阶段迈向实际工程阶段,其核心挑战逐渐清晰:并非传统意义上的封装挑战,而是材料和工艺集成方面的挑战,而这些挑战恰好在封装的背景下得以解决。
玻璃面板能否可靠地制造以适应大批量生产,取决于表面处理、金属化、热循环性能以及临时键合材料的性能。随着间距缩小,混合键合的良率能否在OSAT工厂保持稳定,则取决于污染控制、CMP工艺管理以及铜在细间距下的机械极限。这些问题都无法孤立地解决,而那些在转型过程中表现最出色的公司,正将其视为材料和工艺的整合问题,并将封装作为整合层,而不是将封装问题视为材料作为辅助因素。
推动第二波浪潮的经济因素是切实存在的,而且随着人工智能封装尺寸的不断增大,这些趋势不会减弱。面板级处理的成本优势反而更加显著,而非减弱,因为其所服务的封装成本更高、面积更大。然而,从具有吸引力的经济效益到可靠的量产,需要克服诸多棘手的工程难题,而这些难题的解决速度取决于在尚未大规模实现的制造环境中积累生产经验的速度。
参考链接:https://semiengineering.com/panel-level-packagings-second-wave-meets-engineering-reality/
(校对/孙乐)